






燃气轮机发电机组
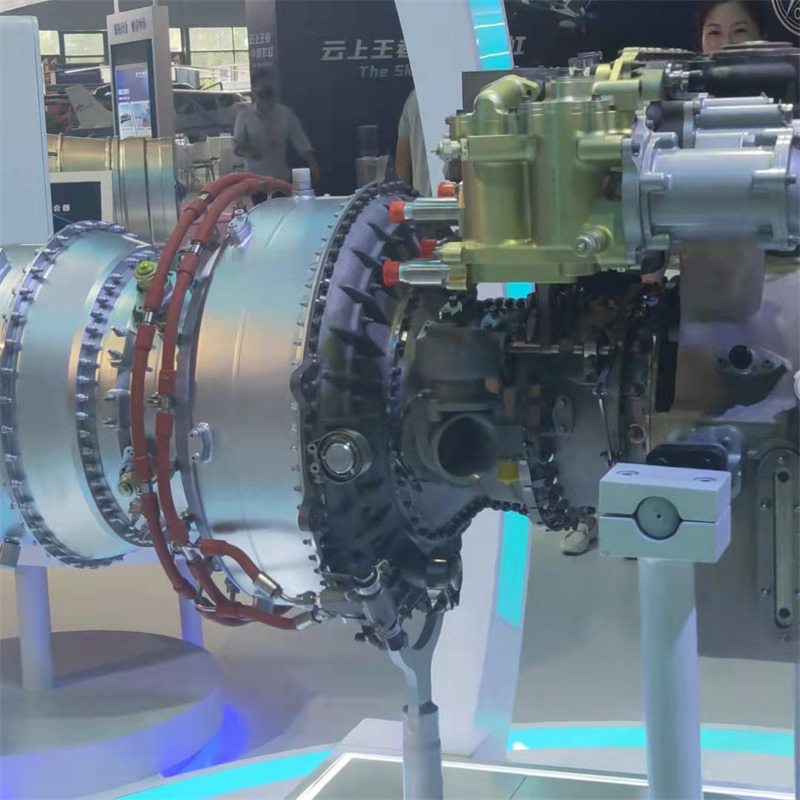
涡轴发电机
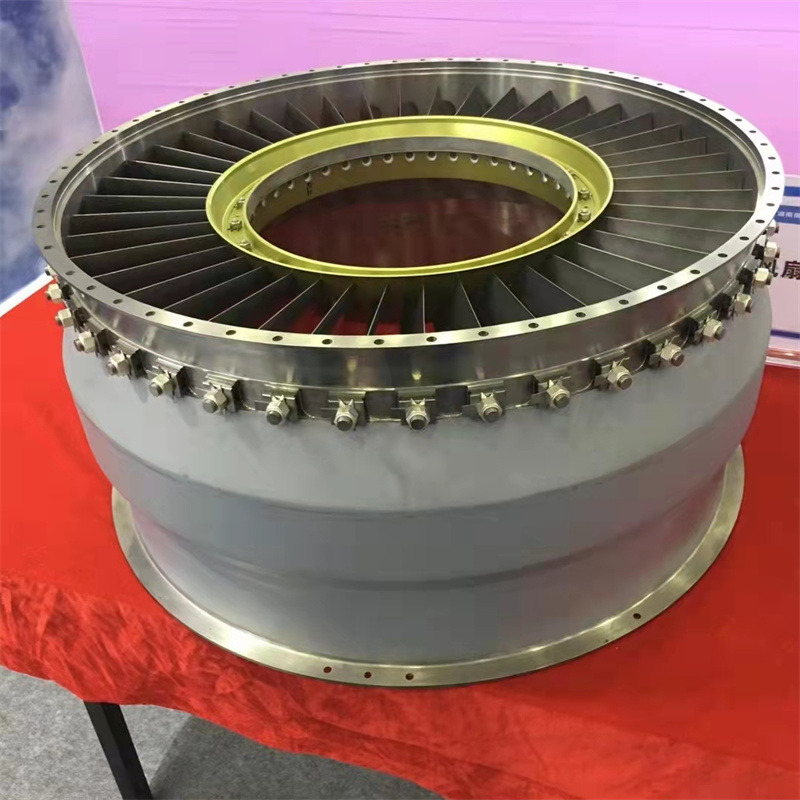
风扇机闸组件

齿轮箱

法兰盘
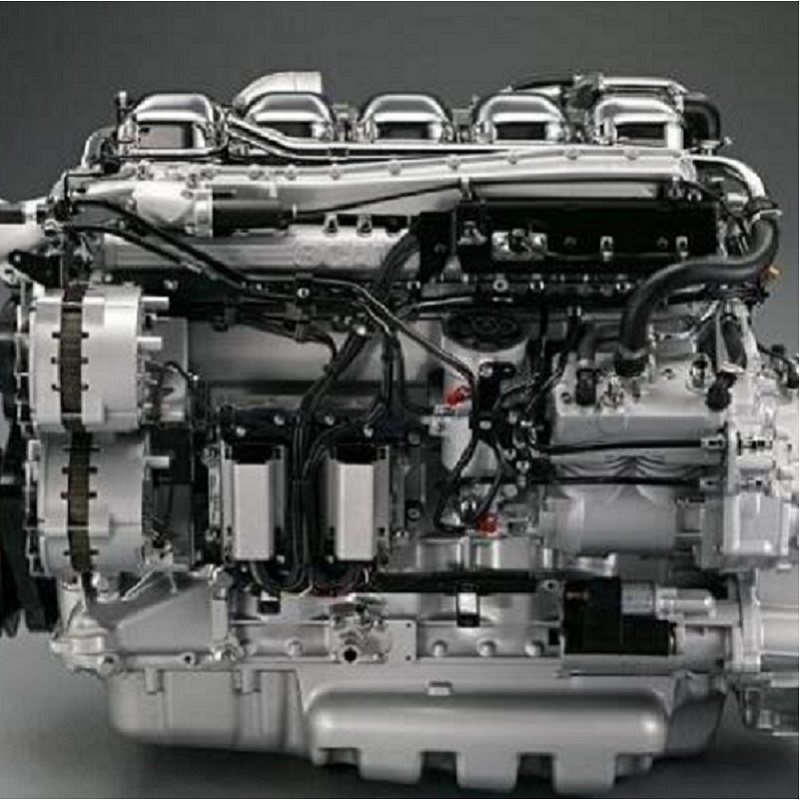
发动机密封

管螺纹
油箱密封
| 性能 | 内容 | 性能 | 内容 |
|---|---|---|---|
| 外观 | 灰色均匀粘稠膏状物 | 密度25℃ | 1.45~1.55g/cm3 |
| 活性期,23±2℃ | 活性期,23±2℃ | 邵氏硬度A | 45±5 |
| 扯断強度,23±2℃×48h | ≥1.47MPa | 扯断伸长率, 23±2℃×48h | ≥200% |
| 耐压力,25℃、80℃和150℃ | ≥9.8MPa |
温馨提示:以上性能数据是在温度25℃、湿度70%的实验室环境下所测得的典型数据,仅供客户使用时参考,并不能保证是某个特定环境下能达到的全部数据,敬请客户于使用时,以实际测试数据为准。
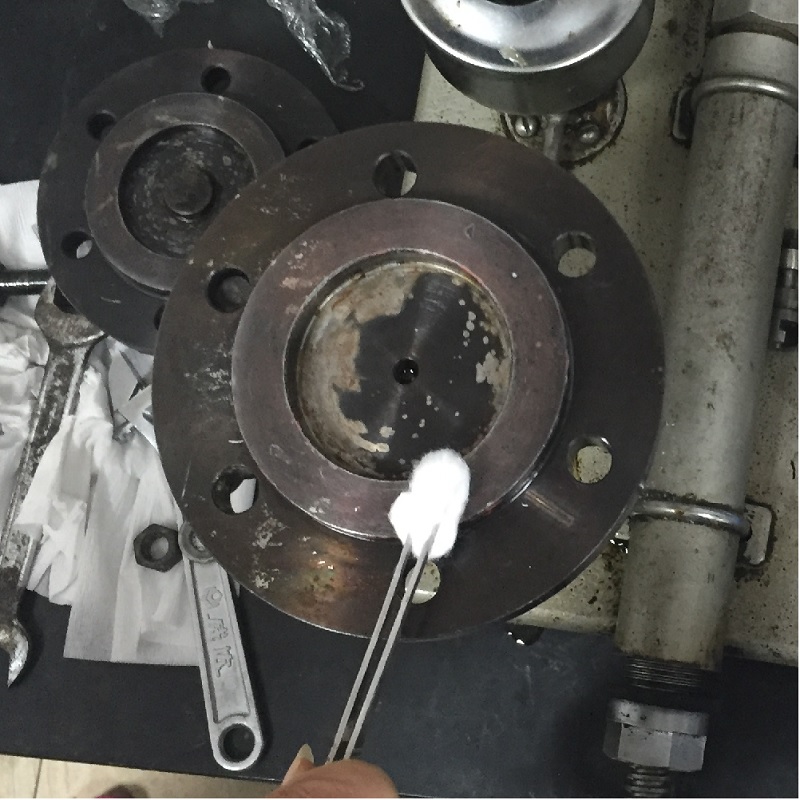
1.表面处理 需密封结合面应洁净、干燥、无油。用蘸有丙酮的脱脂棉除去油脂等,晾干10~15分钟。
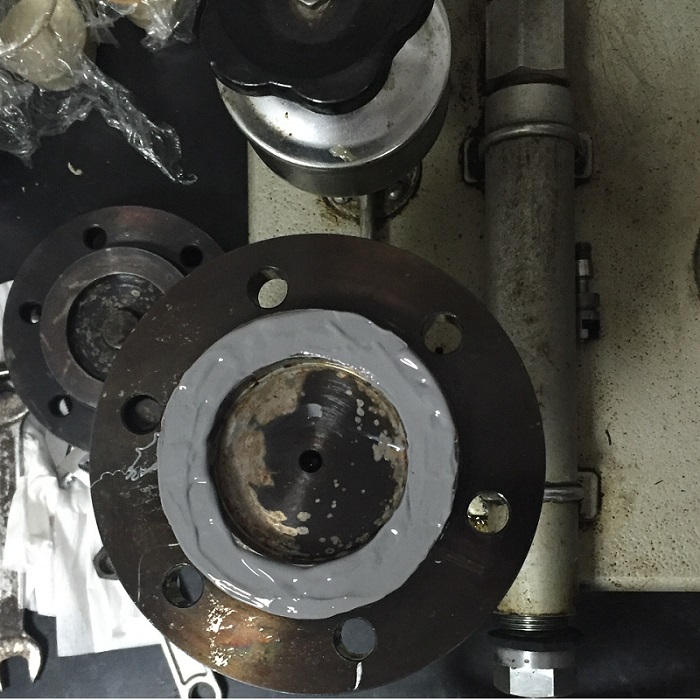
2.涂布 根据密封面的宽度大小,切开涂胶嘴,将胶挤出,连续沿结合面的中线,并绕每个螺栓孔一圈形成一条闭合密封胶线;或用胶刀将其均匀地涂布在两结合面上,厚度为0.10~0.15mm。涂布量以组合后微微挤出一圈为宜,应避免涂布太多而堵塞油路。
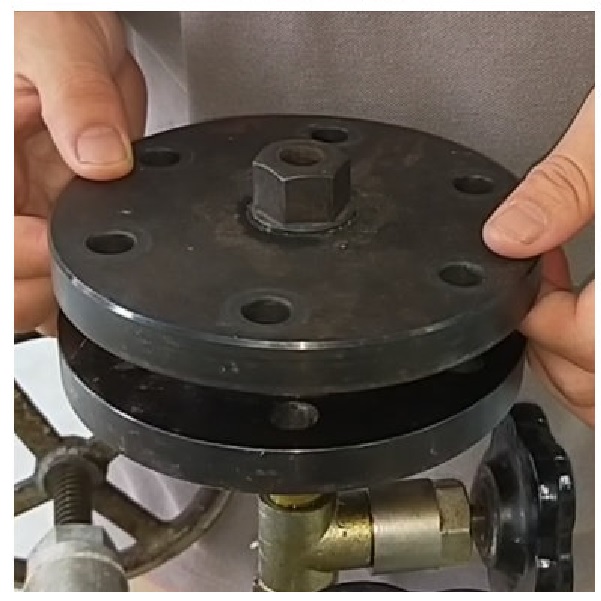
3.组合 涂布后立即叠合好密封结合面,用限力扳手将结合面紧固螺栓紧固到设计规定扭矩。
硫化 涂布好的液态密封垫组合好的零件应于23±2℃,湿度60~70%的环境下硫化24小时。
4.试验 组合好的部件在标准条件下硫化24小时可进入下道工序加工,部件耐压试验应在硫化48小时后进行。
拆卸 残留在结合面上的液态密封垫,可用竹制或硬木制的小刀削去,也可采用专用清洗剂清洗。
1.除油除尘
2.涂布均匀
3.组合固定

4.静置硫化

注意事项
应尽量避免胶玷污皮肤,可用沾有酒精或汽油的纸巾擦拭,再用热水加肥皂洗净;
未固化的胶污染衣服等可用抹布沾汽油擦拭,但固化后的胶不易清除;
使用时请控制环境温度和湿度,当环境温度低于 10℃或者湿度低于 60%均不利于胶液固化,请延长固化时间,或者采取加热,提高湿度的办法,比如采用空调取暖器等局部加热,或采用加湿器等提高房间湿度的办法,如果使用烘箱加热应在内放一杯水提高烘箱内湿度,如有疑问可先联系我们了解具体情况。

存储与包装
【包装规格】100g/支,本品采用铝制软管包装。
【贮 存 期】6个月,超过有效贮存期经检验合格后仍可使用。
【储存/运输】它应贮存在干燥、阴凉、通风处,避阳光直射,并远离热源。本品按非危险品贮存和运输。
















